TIG-сварка в аргоне
TIG-сварка в аргоне
 Принципы аргонодуговой сварки
Принципы аргонодуговой сварки
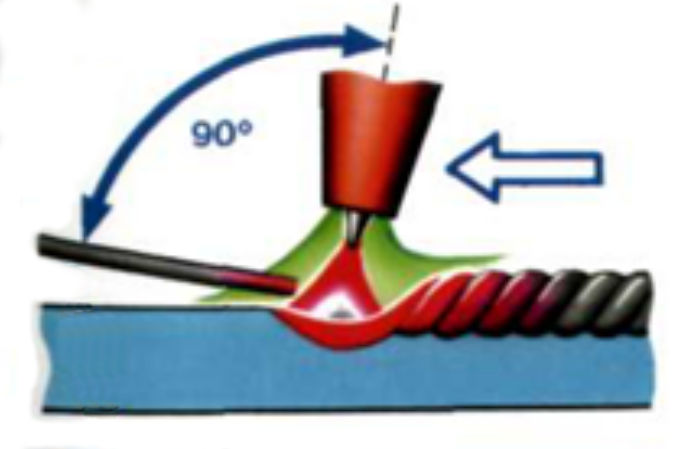
Принцип аргонодуговой сварки заключается в расплавлении металлов, которое происходит за счет электрической дуги, являющейся нагревающим источником. Инертный газ аргон тяжелее воздуха, поэтому он вытесняет кислород из сварного шва. А если в зоне соединения не будет кислорода и различных примесей, то будет обеспечена высокая защита сварного соединения. Из-за отсутствия кислорода получается прочный и ровный шов.
Способы аргонодуговой сварки
Аргонодуговая сварка неплавящимся электродом может быть выполнена ручным или автоматическим способом. Так же активное применение нашла автоматическая сварка плавящимся электродом.
По-другому аргонодуговую сварку неплавящимся электродом называют TIG-сваркой. Она широко распространена и используется как в профессиональной, так и в любительской сфере.
TIG-сварка, сильные и слабые стороны
Преимущества TIG-сварки:
- технологическая многовариантность процесса (сварка TIG позволяет применять множество технологических приемов, например, выполнять сварку тонкого материала импульсной дугой. При этом периодичность токов импульса и паузы позволяет избегать прожогов и избыточных деформаций конструкции);
- ускоренный рабочий процесс за счет высокой температуры дуги, обладающей свойством быстрого прогрева заготовок;
- защищенность шва от кислорода позволяет создать крепкое соединение без инородных компонентов;
- нагревание происходит локально, отсюда пропадает риск изменения формы деталей, входящих даже в самые сложные конструкции.
Недостатки TIG-сварки:
- трудности в организации сварочного поста;
- технология, которая требует опыта и знаний высококвалифицированных работников.
Несмотря на недостатки, такой метод становится все популярнее, так как, например, алюминий и цветные металлы лучше сваривать именно описываемым методом (аргоном).
Наиболее популярен аргон при ремонте автомобилей (сварка поддона, труб кондиционера, радиатора, элементов кузова), а также при монтаже и автоматической сварке трубопроводов, строительстве и ремонте.
Тонкости сваривания различных металлов
Обычно после рассказа о процессе аргонодуговой сварки у потребителей возникает масса вопросов по теме, поэтому мы сразу ответим на самые частые из них. При выполнении работ с различными металлами, практически каждый может столкнуться с трудностями. И если при сварке сталей в общем случае все понятно, то при сварке цветных металлов ситуация меняется… Наиболее распространенными свариваемыми металлами этой группы являются алюминий, титан и медь. Сейчас мы более подробно расскажем о каждом из них.
Алюминий.
 При сварке алюминия следует учитывать его текучесть, большую теплопроводность и значительный коэффициент линейного расширения металла. Например, свойство расширения алюминия при сварке способствует увеличенным деформациям и короблению свариваемого изделия. Текучесть же этого материала, заставляет обратить особое внимание на подбор оптимального расхода защитного газа. Технология сварки так же имеет большое значение. Например, при сварке трубопроводов целесообразно использовать разные значения сварочного тока на каждом свариваемом участке трубы, так как металл обладает значительной теплопроводностью. Проведение сварки ручным способом в этом случае становиться затруднительным. Устойчивое качество сварных соединений труб обеспечивает орбитальная сварку с использованием автоматических сварочных головок.
При сварке алюминия следует учитывать его текучесть, большую теплопроводность и значительный коэффициент линейного расширения металла. Например, свойство расширения алюминия при сварке способствует увеличенным деформациям и короблению свариваемого изделия. Текучесть же этого материала, заставляет обратить особое внимание на подбор оптимального расхода защитного газа. Технология сварки так же имеет большое значение. Например, при сварке трубопроводов целесообразно использовать разные значения сварочного тока на каждом свариваемом участке трубы, так как металл обладает значительной теплопроводностью. Проведение сварки ручным способом в этом случае становиться затруднительным. Устойчивое качество сварных соединений труб обеспечивает орбитальная сварку с использованием автоматических сварочных головок.
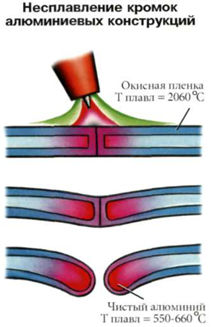
Сварка алюминия вольфрамовым электродом выполняется переменным током, который разрушает тугоплавкую оксидную пленку на его поверхности.
Оксиды алюминия существенно влияют на образование характерных дефектов и ухудшают качество сварного шва.
Также установлено, что оксидная пленка разрушается под действием тока обратной полярности, когда основной металл является катодом.
Не стоит забывать и про подготовку металла и присадочного материала непосредственно перед сваркой. Их необходимо обезжирить ацетоном, уайт-спиритом или другим растворителем. Некоторые практические советы по работе с аргонодуговой сваркой Вы также можете прочитать в статье «Аргонодуговая сварка неплавящимся вольфрамовым электродом» на сайте компании "ВелдПрофи".
Титан.
Трудности сварки заключаются в том, что металл очень химически активен при возникновении контакта с газами при нагреве и расплавлении. Такой газ, как кислород окисляет его, образуя твердую пленку, а водород бьет по качеству металла, что приводит к образованию пор и холодных трещин. Также титан практически не теплопроводен, но обладает высокой температурой плавление, что в свою очередь, требует применение концентрированных источников нагрева. После того как дуга погасла и процесс казалось-бы завершен, не стоит сразу же убирать сварочную горелку из зоны сварки. Титан химически активен, поэтому рекомендуется продолжать обдув аргоном остывающих участков шва и околошовной зоны, пока их температура не снизиться до 250 – 300ºС. Также возможно проведение сварки вольфрамовым электродом с присадочной проволокой.
Медь.
Сварка меди затрудняется ее высокой теплопроводностью, большой жидкотекучестью, большой окислительной способностью в нагретом и расплавленном состоянии.
После взаимодействия с воздухом происходит окисление и как следствие появление неоднородного шва. При взаимодействии закиси меди с водородом образуется пар, и как результат, поры в шве.
Ручная дуговая сварка меди, как правило, выполняется в аргоне высокой чистоты, вольфрамовым электродом на постоянном токе прямой полярности. Возможно применение предварительного подогрева при толщине металла от 8 мм и более, до температуры 300ºС.
Источник: https://www.awelding.ru